PVD Coating Technology
PVD coating is a surface treatment that protects tools and components against wear, corrosion, and extreme temperatures—while also giving them an attractive finish.
Physical Vapor Deposition (PVD) works by transforming metals into a vapor phase and depositing them onto a substrate, where they form an ultra-thin coating. These coatings are only a few microns thick—about one-tenth the thickness of a human hair—yet they dramatically improve performance. Wear resistance can increase up to 20 times, providing reliable protection against wear, corrosion, and high temperatures, all while enhancing the visual appeal of the product.
Which PVD technology is right for you?
The most widely used PVD methods are Arc Evaporation, Magnetron Sputtering, and HiPIMS (High Power Impulse Magnetron Sputtering). Each has its own strengths, limitations, and typical applications. To help you choose the best fit for your product, we’ve prepared a clear comparison of these technologies.
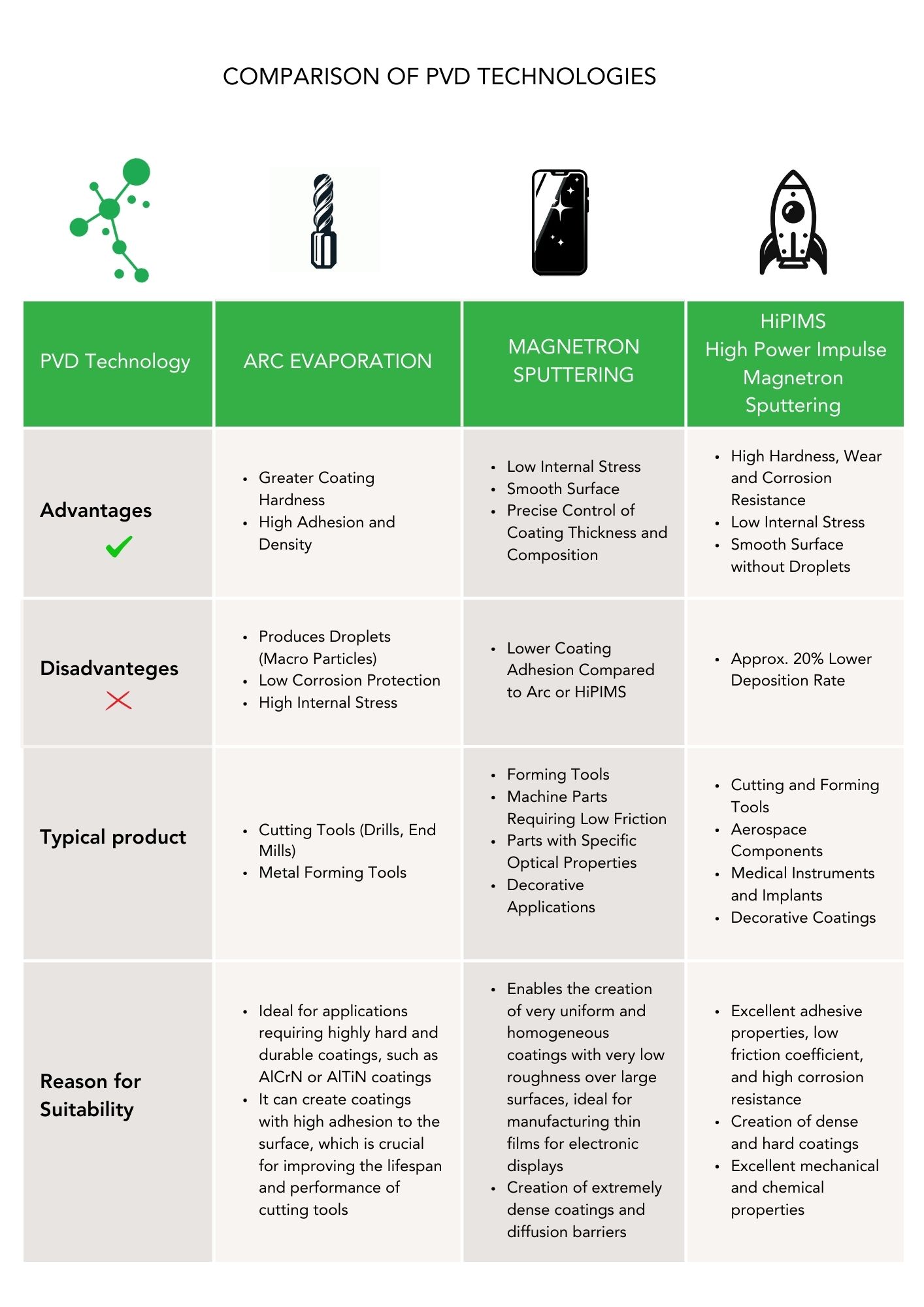
Arc Evaporation
This method produces extremely hard, dense coatings with excellent adhesion, making it ideal for heavy-duty applications such as cutting tools (drills, mills) and metal forming tools. The key advantages are high wear resistance and strong bonding to the substrate. The downside is the formation of macroparticles (droplets), which can affect surface quality, and lower corrosion resistance compared to other methods.
Magnetron Sputtering
Known for creating smooth, uniform coatings with low internal stress, magnetron sputtering allows precise control of coating thickness and composition. It is ideal for applications requiring low friction or specific optical properties. Typical uses include forming tools, mechanical components, optical layers, decorative coatings, and electronic displays. Compared to other methods, adhesion can be lower, but the high uniformity and fine surface quality make it highly suitable for sensitive applications.
HiPIMS (High Power Impulse Magnetron Sputtering)
HiPIMS is the most advanced sputtering technology, producing coatings with extreme density, outstanding mechanical and chemical resistance, and superior adhesion. The resulting surface is smooth, droplet-free, and has low internal stress—perfect for demanding applications. HiPIMS is used for high-performance cutting and forming tools, as well as in aerospace, space, and biocompatible medical coatings. The main drawbacks are higher equipment and operating costs, and slower deposition rates compared to other methods.
Each of these technologies has its strengths and is best suited to different requirements—whether that’s mechanical durability, lifespan, surface smoothness, adhesion, or chemical resistance. PVD offers a broad range of possibilities to optimize the performance and durability of tools and components across almost every industry.
At AdvaMat, we are among the few companies in the Czech Republic to offer HiPIMS technology. By applying high-power pulses to generate dense plasma, HiPIMS combines the benefits of both arc evaporation and magnetron sputtering, resulting in coatings with superior microstructure: smoother, denser, and with enhanced functional properties.

How PVD Coating Works
The PVD (Physical Vapor Deposition) coating process is a precisely controlled, multi-stage procedure, where each step plays a crucial role in the final coating quality. This technology is essential for achieving the desired mechanical, chemical, and tribological properties of surface layers—particularly for cutting tools, precision engineering components, and functional parts that demand extended service life.
PVD Coating Process: Precision for Outstanding Results
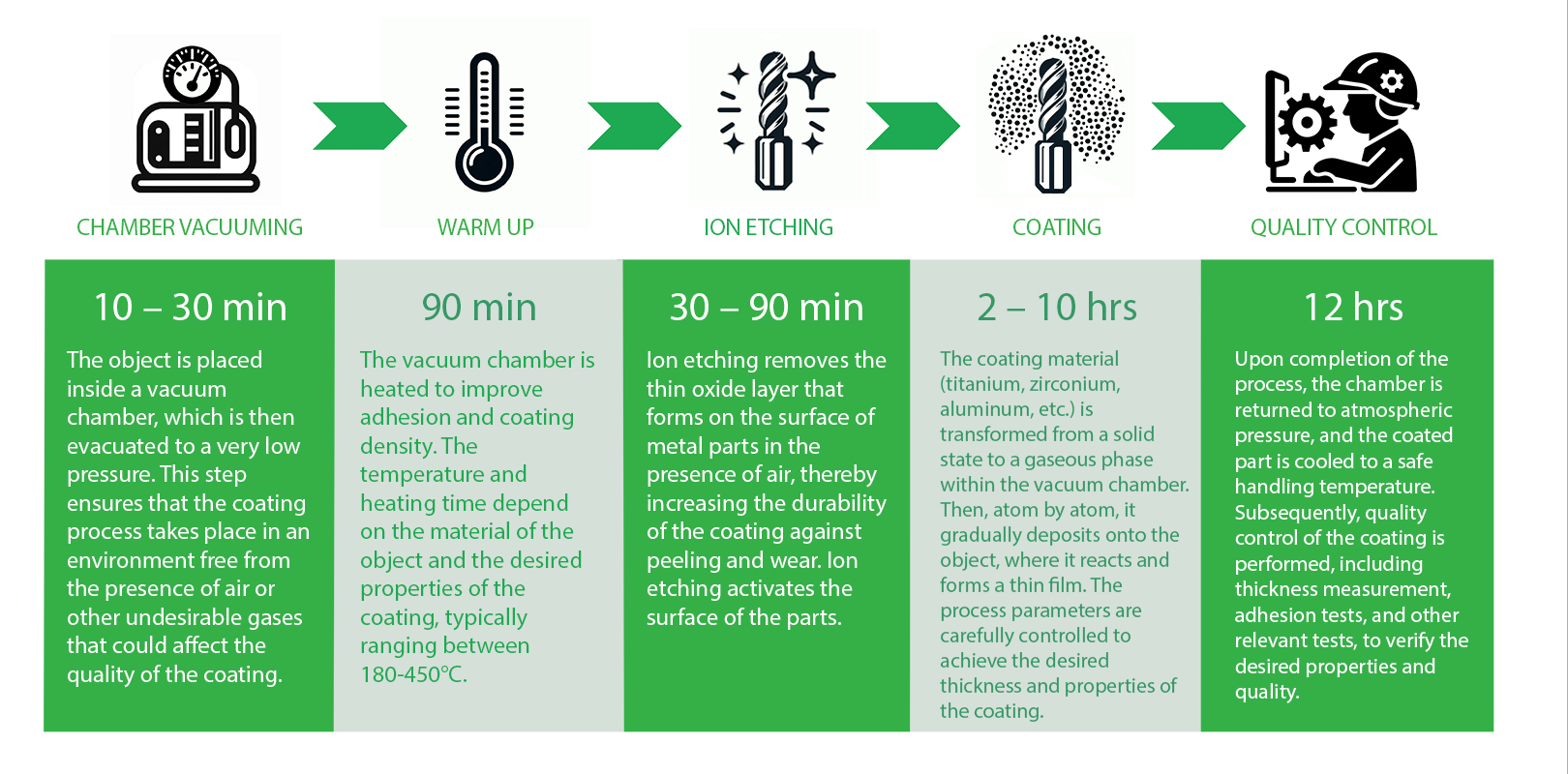
The process begins with placing the component inside a vacuum chamber, where the pressure is reduced to an absolute minimum. This eliminates air and unwanted gases that could compromise coating quality. The part is then heated up to 450 °C, improving adhesion and creating optimal conditions for the following steps.
Next comes ion etching, which removes thin oxide layers and activates the surface for a strong bond with the coating. The key stage is deposition: the coating material—such as titanium or zirconium—is vaporized inside the vacuum and gradually condensed onto the part’s surface. This results in a thin, compact layer with precisely defined properties.
Once deposition is complete, the chamber returns to atmospheric pressure, and the part is cooled to a safe temperature. Finally, a thorough quality check is performed, including coating thickness measurement, adhesion testing, and other inspections tailored to the specific application.
Glass Mold Coating in Action
Watch a short video from our facility showcasing the preparation of glass molds and the operation of our PVD equipment. The video takes you through the entire process—from handling and mounting the molds, closing the vacuum chamber, to starting the coating process.
PVD Coatings: All Around Us
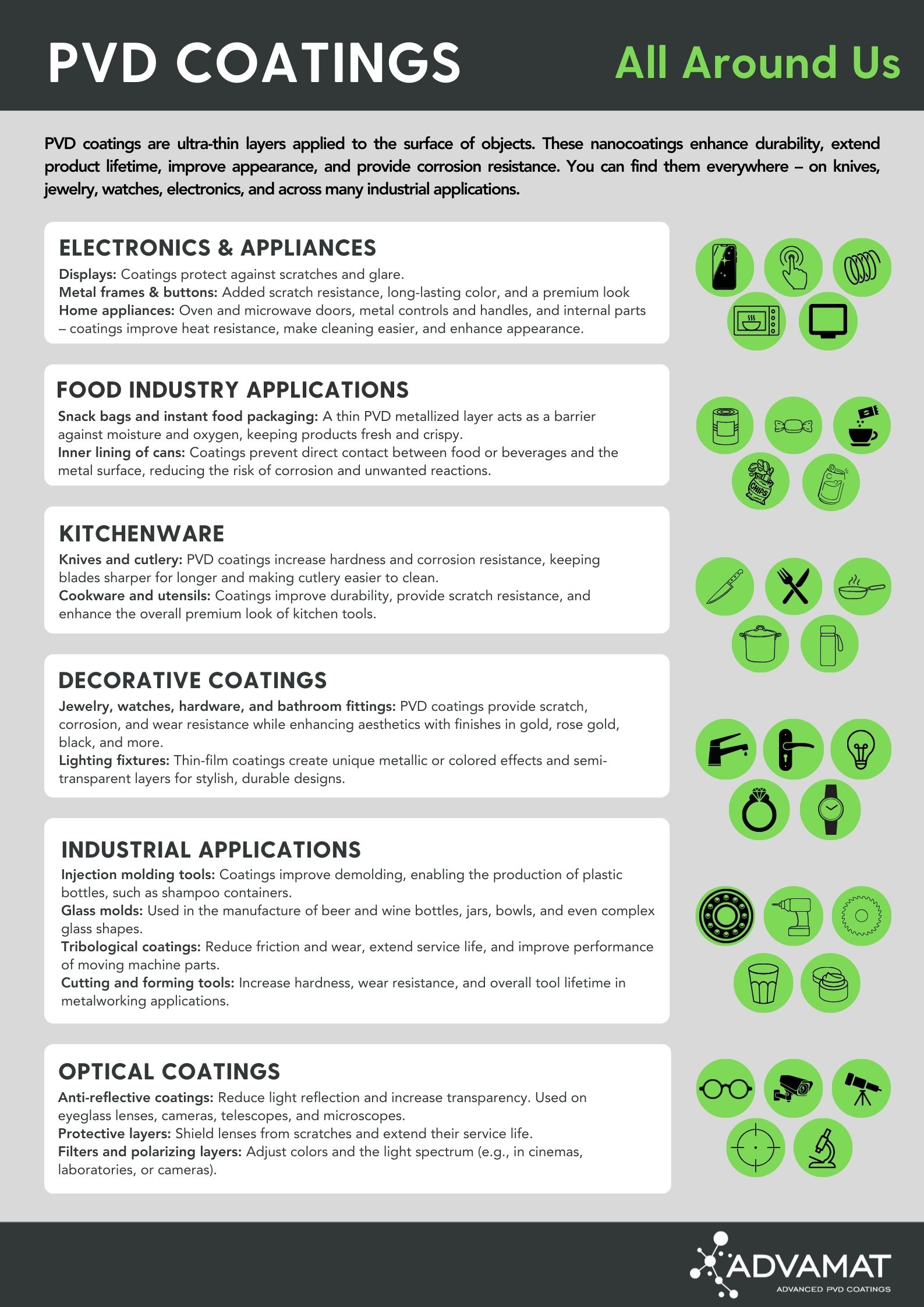
PVD coatings are everywhere – in the kitchen, the bathroom, on factory floors, and even in our pockets. These ultra-thin layers are applied to the surface of everyday objects to improve durability, extend lifetime, and enhance appearance. Even if we don’t notice them, PVD technology protects and improves the products we use every day – from phone displays to kitchen knives, and even the inside layer of a bag of chips.
Where Do We Find PVD Coatings?
In electronics and appliances, PVD layers protect displays from scratches, improve the durability of control elements, and enhance their appearance.
In the kitchen, coated knives resist corrosion and wear, while cutlery lasts longer and is easier to clean.
In the food industry, PVD coatings are used inside packaging for chips or instant meals to block moisture and oxygen, keeping products fresh for longer. In cans, they prevent direct contact between metal and food, reducing unwanted chemical reactions.
In the bathroom, you’ll find them on shower heads, faucets, and handles, where they not only resist scratches but also add a premium metallic finish. In jewelry, watches, and design pieces, coatings serve both protective and decorative purposes.
And, of course, industry is a major field of application: from plastic and glass molds to cutting tools and high-wear components. Here, PVD layers increase hardness, reduce friction, and significantly extend service life. In optics, they protect lenses, add anti-reflective properties, or filter specific parts of the light spectrum.

We Know Coatings
Interested in specific coatings? Explore our Coating Applications page.
Looking for technical details? Check our FAQ section with answers to the most common questions.
Want to take your industry further? Discover how we develop custom PVD coatings on our Coating Development page.
Got a specific challenge? We’ll solve it.
3 common issues we help companies with:
● Reducing friction in systems
● Extending tool lifetime
● Enhancing surface performance
We offer a free cost–benefit analysis. Contact us today.